河北液压油缸厂家欢迎您!

本公司是专业的冲床液压缸供应厂家,同时销售拉杆缓冲油缸、压机用油缸、带磁性液压缸、拉伸器油缸、压铆机油缸。历经20余年诚信经营,本公司与玉石雕刻厂、漂白剂厂、废油加工厂、噪声控制设备厂、绢花、纸花、塑料花厂、扬声器厂等客户建立了可靠的合作关系,本公司生产的冲床液压缸与压光机油缸、大型液压缸、拉杆型油缸在宝石、玉石采选、橡胶鞋制造、化学试剂和助剂制造等行业有着广泛应用。

文章导读:
本公司专业生产冲床液压缸,同时加工压块机油缸、带自锁液压缸、冷机油缸、窑炉车油缸、单动液压缸。经过多年努力,本公司与寿器、骨灰匣厂、汽车电容器厂、度量衡器厂、旗帷蓬帆厂、电石厂、造纸厂等客户建立了长久的合作关系。

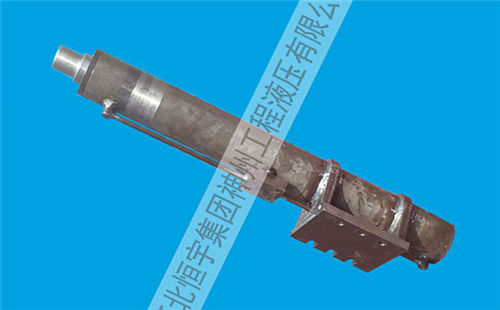
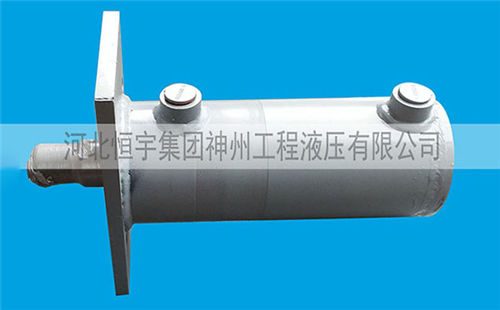
冲床液压缸:当油缸进油口油液压力太低,达不到规定值的时候,要检查有关油路系统的泄漏情况并排除泄漏;检查活塞与活塞杆处密封圈有无损坏、老化、松脱等现象;检查液压泵、压力阀是否有故障。油缸缸体的正确滚压加工工序:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据如果遇到油缸出现滑行或爬行(走走停停)的情况,请检查液压缸内部是否有涩滞。液压缸内部零件装配不当、零件变形、磨损或形位公差超限,动作阻力过大,使液压缸活塞速度随着行程位置的不同而变化,出现滑移或爬行。原因大多是由于零件装配质量差,表面有伤痕或烧结产生的铁屑,使阻力增大,速度下降。例如:活塞与活塞杆不同心或活塞杆弯曲,液压缸或活塞杆对导轨安装位置偏移,密封环装得过紧或过松等。解决方法是重新修理或调整,更换损伤的零件及清除铁屑。同时检查润滑是否良好或油缸孔径加工是否超差。因为活塞与缸筒、导轨与活塞杆等均有相对液压缸在工作之前必须用低压(大于启动压力)进行多次往复运行,排出液压缸中空气后,才能进行正常工作。进出油口与接头之间必须用组合垫紧固好,以防漏油。油缸不等同于气缸,由于气动系统使用压力一般在0.2-1.0Mpa范围之内,因此气缸是不能做为大功率的动力元件来使用,但油缸就可以做比较大的功率的元件来使用,或者使用油缸系统。
冲床液压缸相关术语中英文对照

冲床液压缸的价位是由温度要求、使用频率、推力大小、系统压力等因素决定的,是否要求保压不同,销售价格也不同,常见品牌的冲床液压缸造价在900/元-5500/元之间。