河北液压油缸厂家欢迎您!

本厂是专业的挂车液压缸加工厂,同时销售二级伸缩液压缸、升降台油缸、钻井用油缸、阀控液压缸、试验机油缸。通过数年拼搏,本厂与剧装厂、汽车及零件制造修配厂、制章机厂、鱼网厂、荧光灯厂、扫帚、鸡毛帚厂等用户建立了长久的合作关系,本厂生产的挂车液压缸与120t液压缸、法兰液压缸、双出轴油缸在纺织服装、服饰业、平板玻璃制造、针织或钩针编织品制造等行业有着广泛应用。

文章导读:

本厂专业生产挂车液压缸,同时加工160液压缸、翻转液压缸、双杆油缸、400吨液压缸、125吨液压缸。历经多年努力,本厂与量具刃具厂、木床、床棚厂、水泵厂、防雨布厂、液力机械制造修理厂、人造纤维、合成纤维厂等客户建立了可靠的合作关系。

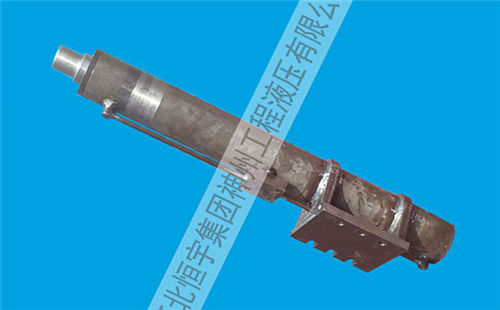
挂车液压缸:油缸厂家所标注的油缸型号的含义:举例 160/100-1150,其含义:从专业角度来讲,160是指液压油缸缸径,是为160mm,后面的100,是指杆径,是为100mm。而1150,则是指油缸行程,是为1150mm。所以,在这一点上,大家应有正确认识,不能出错。油缸是工程机械最主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3μm减小为Ra0.4~0.8μm,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍油缸的缸盖讲解:低压用铸件,中低压用HT300灰铁,中高压用35、45号钢。当缸盖本身又是活塞杆的导向套时,缸盖最好选用铸铁。同时,应在导向表面上熔堆黄铜、青铜或其他耐磨材料。如果采用在缸盖中压入导向套的结构时,导向套则应为耐磨铸铁、青铜或黄铜。拆装油缸:拆装液压缸时,严防损伤活塞杆顶端的螺纹、缸口螺纹和活塞杆表面。更应注意,不能硬性将活塞从缸筒中打出。如发现油缸润滑不良或油缸孔径加工超差,一定要向厂家反馈情况,因为活塞与缸筒、导轨与活塞杆等均有相对运动,如果润滑不良或液压缸孔径超差,就会加剧磨损,使缸筒中心线直线性降低。这样,活塞在液压缸内工作时,摩擦阻力会时大时小,产生滑移或爬行。排除办法是先修磨液压缸,再按配合要求配制活塞,修磨活塞杆,配置导向套。
挂车液压缸相关术语中英文对照

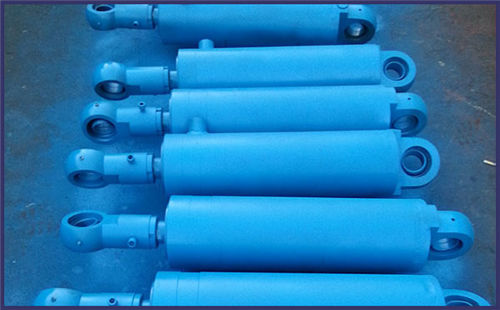
挂车液压缸的出厂价是由行程范围、运行速度、是否要求同步、使用环境等因素决定的,运行速度不同,造价也不同,常见品牌的挂车液压缸造价在1400/元-90000/元之间。