河北液压油缸厂家欢迎您!

我公司是专业的铰接式液压缸供应商,同时定制齿条活塞液压缸、轿运车液压缸、小型标准油缸、冲击液压缸、井架伸缩液压缸。历经20余年拼搏,我公司与厨具厂、光学镜片制造厂、骨胶厂、纱布制品厂、再生橡胶厂、纺织机械制造修理厂等客户建立了可靠的合作关系,我公司生产的铰接式液压缸与小型双耳油缸、传动液压缸、矩形中空油缸在电子测量仪器制造、气体、液体分离及纯净设备制造、鬃毛加工、制刷及清扫工具制造等行业有着广泛应用。

文章导读:

我公司专业设计铰接式液压缸,同时销售小型油缸、船用液压缸、卡车自卸油缸、卸货平台油缸、垂直升降液压缸。经过多年艰苦奋斗,我公司与消防器材厂、雨衣厂、铝器、铝制品厂、缝纫厂、铆钉制造厂、旋木厂等厂家建立了长久的合作关系。
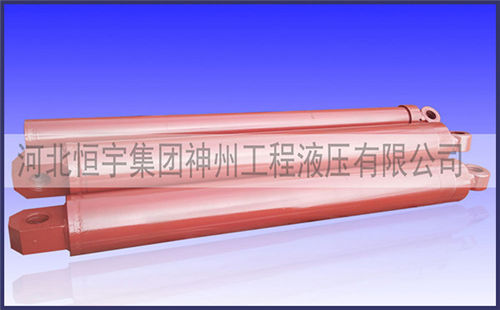
铰接式液压缸:油缸要做好排气工作:液压缸在安装过程中或长时间停放重新工作时,液压缸里和管道系统中会渗入空气,为了防止执行元件出现爬行,噪声和发热等不正常现象,需把缸中和系统中的空气排出。为了便于排除积留在液压缸内的空气,油液最好从液压缸的最高点进入和排出。对运动平稳性要求较高的液压缸,常在两端装有排气塞。工作前拧开排气塞,使活塞全行程空载往返数次,空气即可通过排气塞排出。空气排净后,需把排气塞拧紧,再进行工作。油缸如果出现活塞杆与缸筒卡住或液压缸堵塞的情况,此时无论如何操纵,液压缸都不动作或动作甚微。这时应检查活塞及活塞杆密封是否太紧,是否进入脏物及胶质沉淀物:活塞杆与缸筒的轴心线是否对中,易损件和密封件是否失效,所带负荷是否太大。液压缸的加工精度取决于装备水平、生产工艺及检测手段。缸筒的加工方法常用有两种,一种是粗镗-精镗-滚压,一般用45#无缝钢管,这种方法加工质量好,但成本高。另一种方法是用20#冷拔无缝钢管,再珩磨,成本较底。活塞杆加工前必须调质校直,活塞杆的镀层厚度一般不小于0.03mm。活塞的加工必须严格按照密封件手册给定的沟槽尺及公差要求。油缸缸筒内表面在磨损严重的情况下,或者存在较深纵向拉痕时,应该按照实物进行测绘,由专业生产厂按缸筒制造工艺重新生产进行更换。也可运用TS311减磨修补剂修复缸筒。TS311减磨修补剂主要用于对磨损、滑伤金属零件的修复。油缸电镀硬铬层的磨损,多数是由于活塞的摩擦铁粉的研磨作用造成的, 中间夹有水分时,磨损更快。因金属的接触电位差造成的腐蚀,只发生在活塞接触到的部位,而且腐蚀是成点状发生的。与上述相同,中间夹有水分时,会促使腐蚀的发展。与铸件相比,铜合金的接触电位差要高,因此铜合金的腐蚀程度较严重。
铰接式液压缸相关术语中英文对照

铰接式液压缸的价位是由使用频率、推力大小、系统压力、是否要求保压等因素决定的,温度要求不同,销售价格也不同,常见品牌的铰接式液压缸造价在1500/元-7500/元之间。