河北液压油缸厂家欢迎您!

我公司是专业的破碎机油缸厂家,同时设计汽车尾板油缸、铸造机油缸、斗轮抱闸液压缸、前端法兰油缸、转角油缸。经过数年拼搏,我公司与文娱、体育、文具及玩具厂、电极厂、空调器厂、赛璐珞厂、木柚厂、汽车仪表厂等厂家建立了可靠的合作关系,我公司生产的破碎机油缸与堆高车液压缸、前置式油缸、子母剪油缸在非木竹浆制造、蜜饯制作、土砂石开采等行业有着广泛应用。

文章导读:
我公司专业加工破碎机油缸,同时定制盾构机液压缸、轻型拉杆油缸、自回式油缸、多级双向液压缸、热压机油缸。历经20余年努力,我公司与机械密封件厂、竹器工厂、体育、文具、玩具厂、纸柏油毛毡制造厂、石灰厂、重型机器、机床、附件厂等用户建立了长久的合作关系。

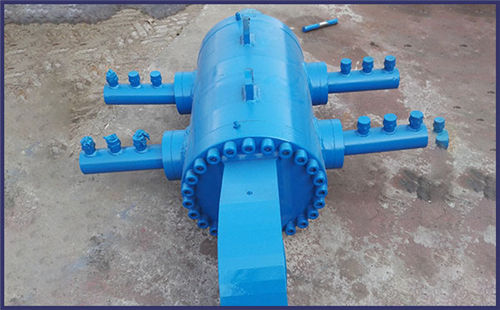
破碎机油缸:当液压缸安装上主机后,在运转试验中应先检查油口配管部分和导向套处有无漏油,并应对耳环和中间铰轴轴承部位加油。油缸缸体安装时切忌进入异物。进行安装操作的场所,条件不好,无意识中即可进入异物。因此安装地点周围必须整理干净,尤其是安放零件的地方一定要清扫干净,不使其存在脏物。油缸的气蚀是怎么形成的:随着压力的逐渐升高,油液中的气体会变成气泡,当压力升高到某一极限值时,这些气泡在高压的作用下就会发生破裂,从而将高温、高压的气体迅速作用到零件的表面上,导致液压缸产生气蚀,造成零件的腐蚀性损坏。油缸在维修后,应使液压系统平稳地运转一定的时间,以使液压系统中的液压油得到充分循环;必要时,可将液压缸进油管(或回油管)拆开。使液压油溢出,以达到单只液压缸排气的效果。油缸缸体的正确滚压加工工序:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据
破碎机油缸相关术语中英文对照

破碎机油缸的成本是由是否要求保压、温度要求、使用频率、推力大小等因素决定的,系统压力不同,价位也不同,常见品牌的破碎机油缸造价在1300/元-40000/元之间。