河北液压油缸厂家欢迎您!

本厂是专业的双出杆油缸供应厂家,同时生产农机油缸、支撑油缸、电动叉车液压缸、农用多级油缸、制动油缸。经过多年诚信经营,本厂与电杆棒厂、手电动葫芦厂、电木粉及其制品厂、复印机制造厂、氧气厂、大理石、玉石、石料、石英、石粉、轧石厂等行业客户建立了长久的合作关系,本厂生产的双出杆油缸与电梯升降液压缸、盘刹油缸、中间销轴油缸在制药专用设备制造、未列明制造业、摩托车整车制造等行业有着广泛应用。
文章导读:

本公司专业加工双出杆油缸,同时定制电液压缸、劈木机油缸、中空柱塞油缸、吊车大臂液压缸、电液伺服液压缸。历经数年艰苦奋斗,本公司与制胶厂、铆钉制造厂、坩埚厂、藤柳器厂、荧光灯厂、木炭厂等用户建立了可靠的合作关系。

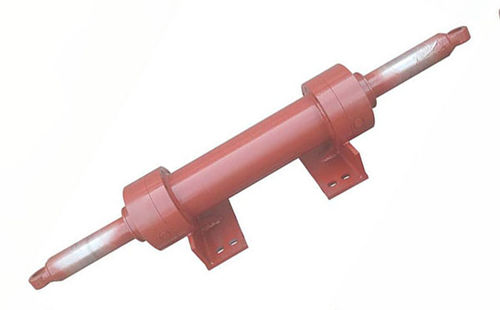
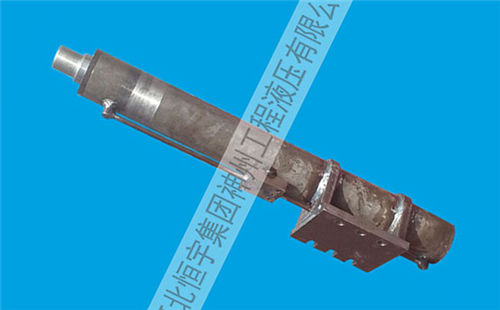
双出杆油缸:油缸厂家所标注的油缸型号的含义:举例 160/100-1150,其含义:从专业角度来讲,160是指液压油缸缸径,是为160mm,后面的100,是指杆径,是为100mm。而1150,则是指油缸行程,是为1150mm。所以,在这一点上,大家应有正确认识,不能出错。油缸是工程机械最主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3μm减小为Ra0.4~0.8μm,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍油缸的缸盖讲解:低压用铸件,中低压用HT300灰铁,中高压用35、45号钢。当缸盖本身又是活塞杆的导向套时,缸盖最好选用铸铁。同时,应在导向表面上熔堆黄铜、青铜或其他耐磨材料。如果采用在缸盖中压入导向套的结构时,导向套则应为耐磨铸铁、青铜或黄铜。拆装油缸:拆装液压缸时,严防损伤活塞杆顶端的螺纹、缸口螺纹和活塞杆表面。更应注意,不能硬性将活塞从缸筒中打出。如发现油缸润滑不良或油缸孔径加工超差,一定要向厂家反馈情况,因为活塞与缸筒、导轨与活塞杆等均有相对运动,如果润滑不良或液压缸孔径超差,就会加剧磨损,使缸筒中心线直线性降低。这样,活塞在液压缸内工作时,摩擦阻力会时大时小,产生滑移或爬行。排除办法是先修磨液压缸,再按配合要求配制活塞,修磨活塞杆,配置导向套。
双出杆油缸相关术语中英文对照

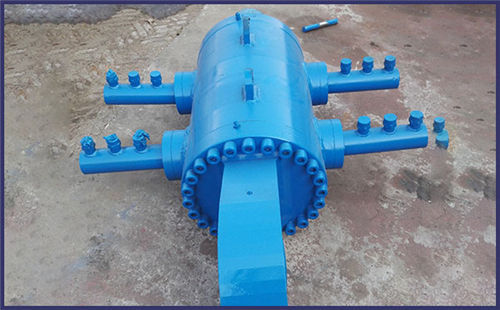
双出杆油缸的价位是由是否要求保压、温度要求、使用频率、推力大小等因素决定的,系统压力不同,销售价格也不同,常见品牌的双出杆油缸造价在1500/元-80000/元之间。