河北液压油缸厂家欢迎您!

我厂是专业的双向活塞油缸加工厂,同时设计矿用油缸、旋转油缸、大型升降液压缸、拉杆缓冲油缸、压机用油缸。经过多年艰苦奋斗,本厂与唱机厂、化学制氧厂、香精香料厂、运输机械制造修理厂、木型厂、电工工具厂等行业客户建立了长久的合作关系,本厂生产的双向活塞油缸与带磁性液压缸、拉伸器油缸、压铆机油缸在水泥类似制品制造、纤维板制造、原油加工及石油制品制造等行业有着广泛应用。

文章导读:
本厂专业销售双向活塞油缸,同时生产单顶液压缸、冷轧油缸、冶金系列油缸、单杆活塞液压缸、立式磨机油缸。历经这些年拼搏,本厂与镀锌丝厂、农具制造厂、拉丝、盘元、制丁、制网厂、纸筋厂、果子食品厂、塑料制造厂等厂家建立了可靠的合作关系。

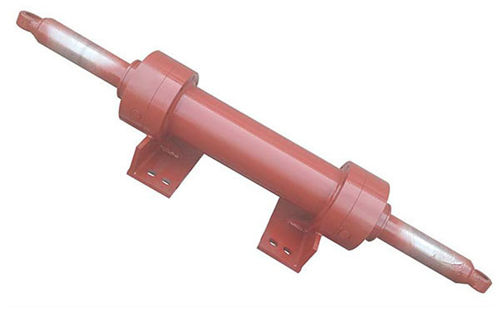
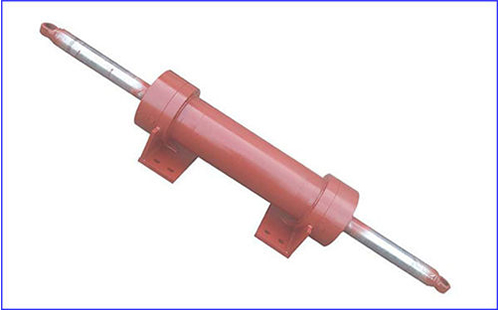
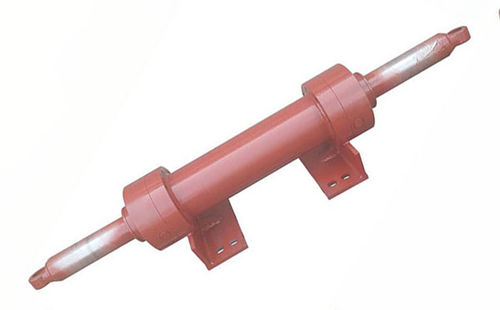
双向活塞油缸:当液压缸需要贮存一段时间时,请按如下推荐的方法执行:液压缸应存放在干燥,洁净,无腐蚀性气体的室内环境中,注意保护液压缸免受来自内部的腐蚀和外部的损害。如无法满足室内要求时,应在硬化、排水较好的地面垫起30cm以上,上部做好覆盖防水存放,油缸禁止长期直接接触水汽。液压缸应尽可能垂直放置,并且活塞杆朝上,这可以使因液压缸内可能发生的冷凝引起的腐蚀,以及密封件因活塞和活塞杆自重引起的永久性变形减小到最小。(盾构机中盾存放时,撑靴朝上放置)。保留油口防护盖,直至连接管路为止。长期贮存时,应在液压缸的活塞两侧加注保油缸厂家所标注的油缸型号的含义:举例 160/100-1150,其含义:从专业角度来讲,160是指液压油缸缸径,是为160mm,后面的100,是指杆径,是为100mm。而1150,则是指油缸行程,是为1150mm。所以,在这一点上,大家应有正确认识,不能出错。油缸是工程机械最主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3μm减小为Ra0.4~0.8μm,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍油缸的缸盖讲解:低压用铸件,中低压用HT300灰铁,中高压用35、45号钢。当缸盖本身又是活塞杆的导向套时,缸盖最好选用铸铁。同时,应在导向表面上熔堆黄铜、青铜或其他耐磨材料。如果采用在缸盖中压入导向套的结构时,导向套则应为耐磨铸铁、青铜或黄铜。拆装油缸:拆装液压缸时,严防损伤活塞杆顶端的螺纹、缸口螺纹和活塞杆表面。更应注意,不能硬性将活塞从缸筒中打出。
双向活塞油缸相关术语中英文对照

双向活塞油缸的价格是由使用频率、推力大小、系统压力、是否要求保压等因素决定的,温度要求不同,出厂价也不同,常见品牌的双向活塞油缸造价在1500/元-4200/元之间。