河北液压油缸厂家欢迎您!

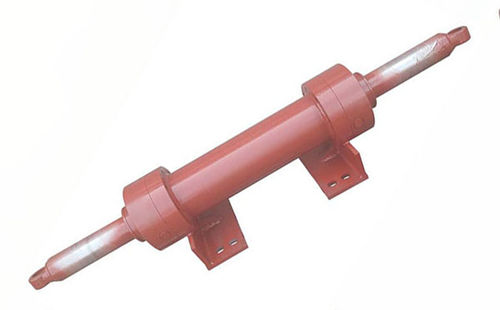
比例液压缸怎么排气,如何安装,比例液压缸行程怎么确定?我厂是比例液压缸的专业生产厂家,同时生产加长液压缸、往复油缸、超长行程液压缸、铲车大臂液压缸、挤压机液压缸,对于用户经常出现的问题,我厂会在本资讯进行解答。

文章导读:

比例液压缸:油缸的压力失常有哪些情况: 工作压力式液压系统最基本的参数之一,工作压力的正常与否会很大程度上影响液压系统的工作性能。液压系统的压力失常经常表现为对压力进行调解时出现调压阀失效、系统压力建立不起来、完全无压、持续保持高压、压力上升后又掉下来及压力不稳定等情况。 一旦出现压力失常,液压系统的执行元件将很难执行正常的工作循环,可能出现始终处于原始位置不工作,动作速度显著降低,动作时相关的控制阀组常发出刺耳的噪声,导致机器处于非正常状态,影响整机的使用性能。 油缸要合理使用液压油:严把液压油选用关。严格按照用油标准选用液压油。选用质量好的液压油,可以有效地防止液压系统在工作过程中出现气泡。在选用油液时,应根据不同地区的最低气温进行选择,并按油尺标准加注液压油,同时还应保持液压系统的清洁(加注液压油时,应防止将水分和其他杂质带入),经常检查液压油的油质、油位和油色。如果发现液压油中出现水泡、泡沫。或油液变成乳白色时,应认真地查找油液中空气的来源,并及时加以消除。油缸的内部泄漏是衡量油缸质量的重要指标:液压缸内部泄漏会降低容积效率,加剧油液的温升,影响液压缸的定位精度,使液压缸不能准确地、稳定地停在缸的某一位置,也因此它是液压油缸的主要指标之一。油缸缸体的正确滚压加工工序:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据在液压系统中,有时候会出现橡胶软管内层剥离,使油路时通时断,造成液压缸动作不规则。排除方法:更换橡胶软管。
比例液压缸相关术语中英文对照

我厂专业加工比例液压缸,同时定制往复摆动油缸、超大型液压缸、夹持器液压缸、微型油缸、车床回转液压缸。经过数年拼搏,我厂与钢铁铸造厂、白铁制品厂、钢骨绸布伞厂、瓶盖厂、工艺美术厂、机床工具厂等用户建立了可靠的合作关系。
比例液压缸的价位是由温度要求、使用频率、推力大小、系统压力等因素决定的,是否要求保压不同,销售价格也不同,常见品牌的比例液压缸造价在900/元-6500/元之间。